I hate being this backed up. I can't seem to get anything done...
I was only able to steal a bare few minutes yesterday to play with this, but I was able to program the part, prove the tools (then move them and re-prove, to make room for the rest of them) and get a couple of test parts cut.
One trick I came up with: In order to "cut air", I don't re-set the zeroes off to the side, I simply leave the workpiece out. But, I don't like running it with the collet not clamped- it probably doesn't hurt anything, but I worry that something might rattle around in there.
So I've been collecting little quicky-turned bits like this, as low-profile plugs for the collets to clamp on to:
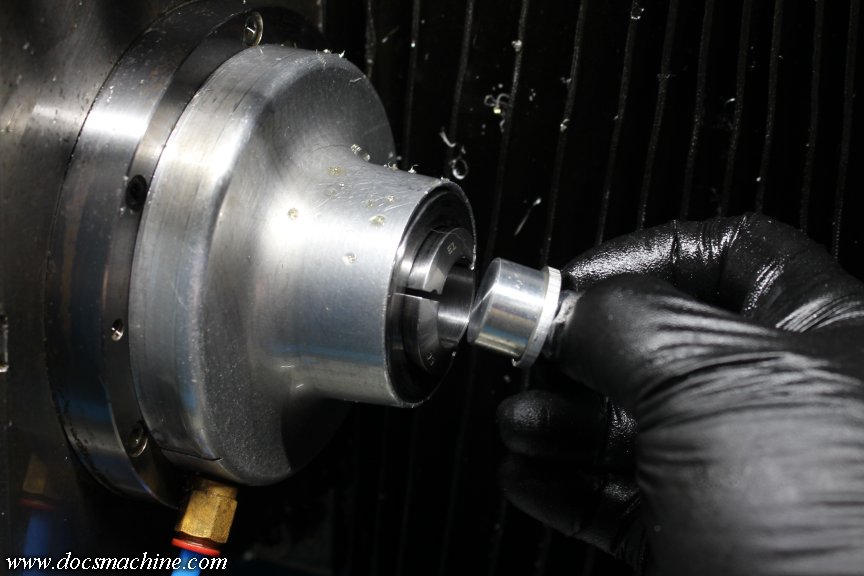
I've made a couple different sizes now, and there's just enough of a "knob" to grab onto, but generally won't interfere with any of the tools:
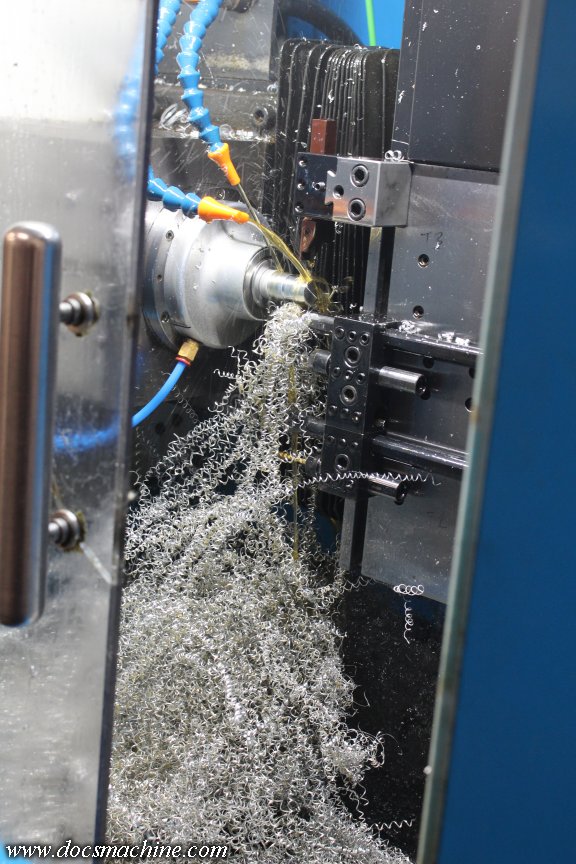
After that I was able to run a part, tweak the tool offsets lightly, adjust a few settings, and run a couple more...
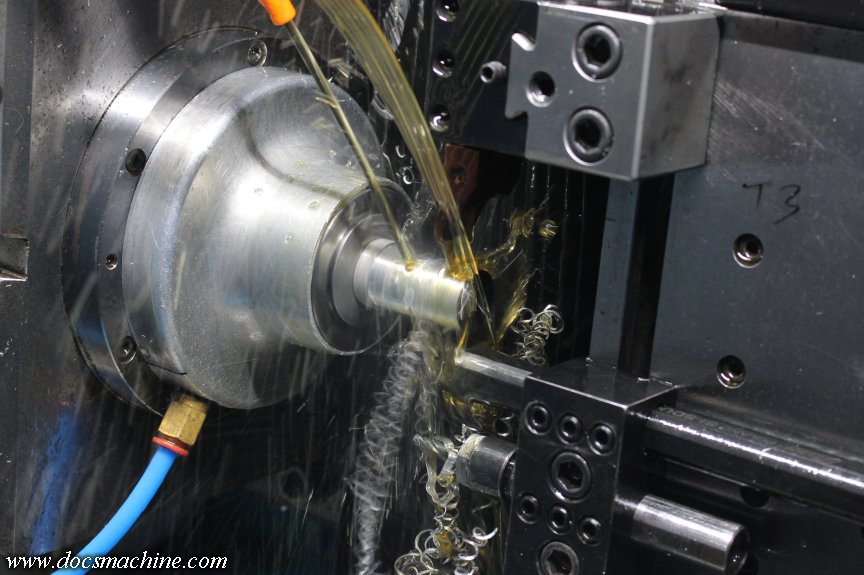
That got me the first part of the profile, as well as the drill for the front screw hole...
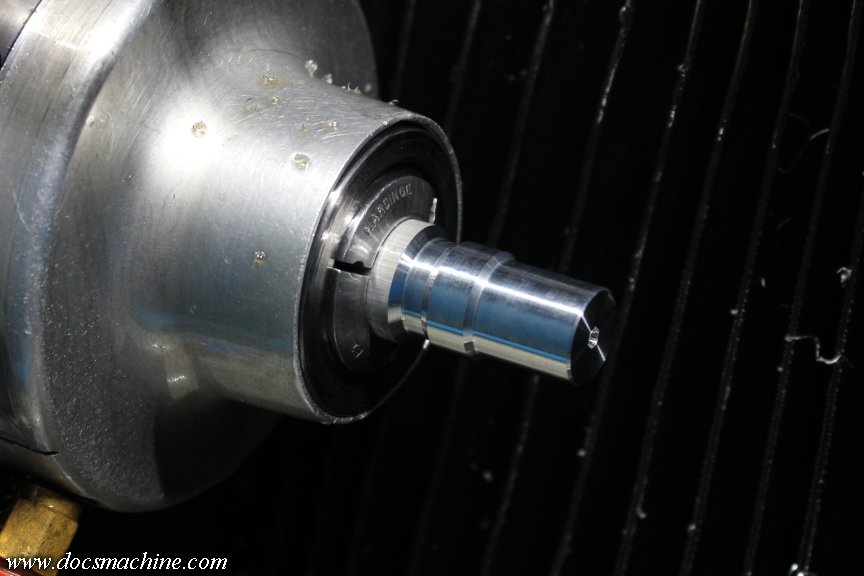
But that's as far as I was able to get this afternoon. Spent a little too much time on it as it was, and I'll be lucky if I can spend any more at all on it for the next couple of days.
I also got my tap holders in today, and that may be a bit of fun, trying to figure out how to program it before I run out of taps.
This machine has no G84 tapping cycle- I'll have to manually program it. It should be fairly straightforward- the spring-loaded tap holder should account for any inaccuracy in the process- but I can also see a couple breaks before I get it dialed in.
In the video that helped convince me to buy this machine, you can see the tapping retract step actually pulls the part slightly out of the collet. (Then again, he's got a later video of making the same thing in clear lexan, using the same tools, and it doesn't appear to do that.)
I might try talking to the factory, see what they recommend for programming a tapping cycle... I'm probably overthinking it, but it can't hurt to have the waterfowl in a linear organization before I try it.
Doc.
I was only able to steal a bare few minutes yesterday to play with this, but I was able to program the part, prove the tools (then move them and re-prove, to make room for the rest of them) and get a couple of test parts cut.
One trick I came up with: In order to "cut air", I don't re-set the zeroes off to the side, I simply leave the workpiece out. But, I don't like running it with the collet not clamped- it probably doesn't hurt anything, but I worry that something might rattle around in there.
So I've been collecting little quicky-turned bits like this, as low-profile plugs for the collets to clamp on to:
I've made a couple different sizes now, and there's just enough of a "knob" to grab onto, but generally won't interfere with any of the tools:
After that I was able to run a part, tweak the tool offsets lightly, adjust a few settings, and run a couple more...
That got me the first part of the profile, as well as the drill for the front screw hole...
But that's as far as I was able to get this afternoon. Spent a little too much time on it as it was, and I'll be lucky if I can spend any more at all on it for the next couple of days.
I also got my tap holders in today, and that may be a bit of fun, trying to figure out how to program it before I run out of taps.
This machine has no G84 tapping cycle- I'll have to manually program it. It should be fairly straightforward- the spring-loaded tap holder should account for any inaccuracy in the process- but I can also see a couple breaks before I get it dialed in.
In the video that helped convince me to buy this machine, you can see the tapping retract step actually pulls the part slightly out of the collet. (Then again, he's got a later video of making the same thing in clear lexan, using the same tools, and it doesn't appear to do that.)
I might try talking to the factory, see what they recommend for programming a tapping cycle... I'm probably overthinking it, but it can't hurt to have the waterfowl in a linear organization before I try it.
Doc.








Comment