[/quoWhat about having a part support/tail support comes in when you need it?
Do you have a second CNC holder in there
Do you have a second CNC holder in there

As for a "second CNC holder", there are machines that have a second chuck, facing the first. And can use it to grab the machined end of a piece, so that the other end can be done.
A cheap used one that fancy would probably start at $80K, and besides the expense, would be FAR too physically large and heavy to fit into my glorified 2-car garage.
No, I'll get this sorted out, as I said I'm still quite new to the actual mechanics of using CNC, and it'll just take a little time, practice and experience.
Doc.
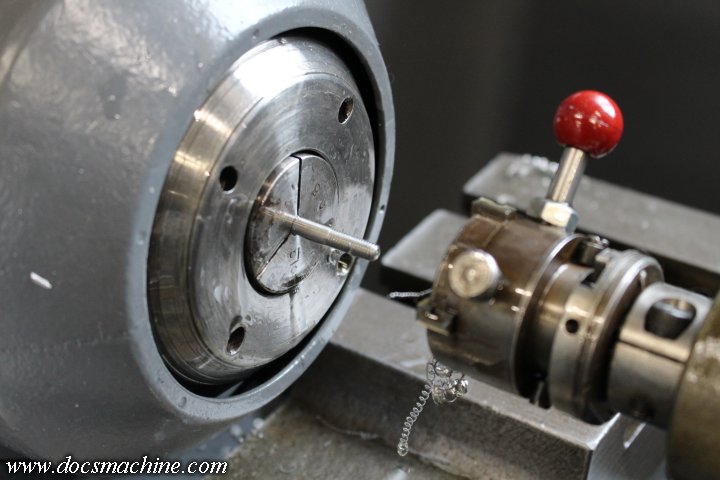
 The pin gets pretty small, and if I'm not very careful, can chatter or distort if I try to cut too much. Clearly, it can be done, as everybody makes pins like this, successfully. For the moment, I opted to turn these in stages, keeping as much support as I can for it.
The pin gets pretty small, and if I'm not very careful, can chatter or distort if I try to cut too much. Clearly, it can be done, as everybody makes pins like this, successfully. For the moment, I opted to turn these in stages, keeping as much support as I can for it.
























Leave a comment: