-
As one of my old colleagues used to say, "give me time, money, and floor space and I can do anything." Nobody is willing to give all 3 though. -
I know the pacemakers use different springs and/or barrel bores to compensate for velocity differences. Not sure about Palmers. -
-Easily. Would it work? Less easily, but probably possible.Originally posted by Ecapnation View Post
Feeding wouldn't be an issue- you'd use individual right and left feed necks like the Palmer's over-unders, rather than trying to go "straight through" like the Peacemakers.
The only issue I can see would be the aforementioned velocity balancing. I'm not sure how Palmer's does it- or if they even worry about it- but I could see having something like a restrictor screw in the lower bolt, or possibly both bolts- so you could 'dial in' similar velocities.
[Edit] Because the air has to pass through the lower bolt to get to the upper, you'd have to have any adjuster or restrictor in the upper bolt.
So.... who wants to commission one?
Doc. -
I think the bigger issue is balancing the velocity between the two barrels when the air is flowing through the bottom bolt up to the top bolt. You might need to use flow restrictors or something on the bottom bolt to be able to fine tune.
And actually you're right. The large diameter of the threaded portion of a cocker makes feeding them more troublesome than the sheridan with just two tubes soldered right on top of eachother. Good point. -
There's over under typhoons..... They are Sheridan, just saying
On this case no I'd want it strictly pump -
Hey, don't distract the guy from the legendary work at hand!!!
Just kidding... kinda. I imagine air transfer and velocity would prevent that setup from working. The over-under Phantoms that Ken makes each have their own valve. -
Biggest issue with over under is feeding them. I highly doubt you could Mech one. Unless you made one barrel right feed and one barrel left feed. -
I try to keep them separate from steel cuttings and just dirt on the floor, etc. Just before starting this batch, I did a bit of extra cleanup, both because, well, let's face it, my poor ol' shop needed it and so I could sweep up the aluminum and save it as mostly pure.
I don't do anything with it, personally, but after I've collected a few bags, I take it to the local metals recycler. Doesn't pay much, but I like to see it get reused than just tossed in the dump, and the recycler is actually considerably closer than the dump.
Doc.Leave a comment:
-
random question, with all those shavings. do you collect them and use them for anything else. maybe melt them down and make something else with them. just wondering.Leave a comment:
-
From my experience on double barrels, you REALLY don't want to go too far under with the underbore. It sets you up to get a barrel imbalance, which can lead to one side spiking and one side stacking paint in it. The stacked paint is bad---the paint that's shooting is worse. It gets really, really hot. With today's paint, 684 is probably the right ballpark, or running a double freak. So anyone grabbing one, think of this. It will matter.
And Firpo gave you good advice on the valve pressure. That should be right. No problem with most modern adjustable tanks.
Progress looks great Doc. You got some lucky buyers.
Leave a comment:
-
-Well, as noted earlier, you're trying to shoot two balls at the same time. You're going to need heavy springs, a heavy hammer, a high quality ram, and an inline reg capable of higher pressures.
I seem to recall being able to run one at 600-650 PSI. That Firpo video mentions needing 750.
One thing to consider, is that barrel selection is going to be critical on these things.Too far over or underbored, and you'll have a great deal of trouble trying to get full field velocity. You'll want the longest control bore you can manage, and the best fit to the paint you can.
Last time I had one set up, I had a pair of 14" one-piece CP barrels, in I think .684", that matched whatever paint I had at the time (probably Draxxus) pretty well. I sweet-spotted the reg, and then played with the springs 'til I got a decent velocity.
Apart from that, any decent adjustable LPR and 3-way, any post-2K vertical ASA should fit the full size bodies, standard cocking rods, etc.
Anyway, back to the juicy stuff! Got a bit ahead of myself today, but no problem.
I probably should have finished the exterior profiling before I started drilling, but it's really six of one, half a dozen of the other. For the profiling, I have to tilt the head, and kind of preferred to do more of what work I could while the head is still upright.
(Yeah, I can of course return it to upright, it's just time-consuming.)
Anyway, as I was drilling these, I went ahead and bored a few inches of the bolt passages to full size...

And then, here's one of the tricky bits. I marked off 1" of the end...

And ran 'er through the bandsaw.

I'll keep each block matched with the body it came off of- they're close enough to identical it shouldn't make any difference, but it's good practice.
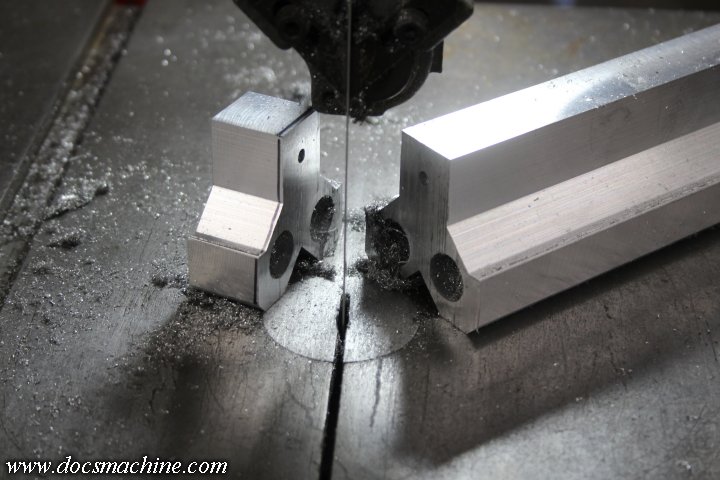
And, that's why I probably should have done the full profiling first, but no worries, I have a fixture specifically for holding the block in place while I mill the profiles. The backblock on the first one was an entirely separate chunk of 1" plate.
What this WILL do, is simplify the rest of the drilling, so it's a worthwhile trade-off.
Anyway, do that twice more, and there's three with a good chunk of the preliminary drilling done.

Once I have the rest done, I'll face the tail end of each body to length, and then the blocks down to size. After that, we just need to do more drilling, boring, threading, reaming, milling, shaping and turning. We're practically done!
Doc.Leave a comment:
-
Doc, what internals and pneumatics do you recommend for the full body vee twins?Leave a comment:
-
I love these build updates! So cool to see the creation process. Makes you really appreciate the skill that goes into one of these.Leave a comment:
-
Okay, first up, for those that have taken one too many shots to the head, the center-to-center distance is, in fact, 1.125" exactly.
Second up, before I started today, I needed to do a little cleaning.
That trash can was mostly empty when I started. 90% of the aluminum in there came off these bodies.

Next up was to essentially 'reinvent the wheel'. As above, all the drawings and data I've had for this thing over years have been little more than glorified cocktail napkin sketches. They worked, but I've always wanted to revisit the actual layout and see if maybe it couldn't be streamlined or improved or whatever.
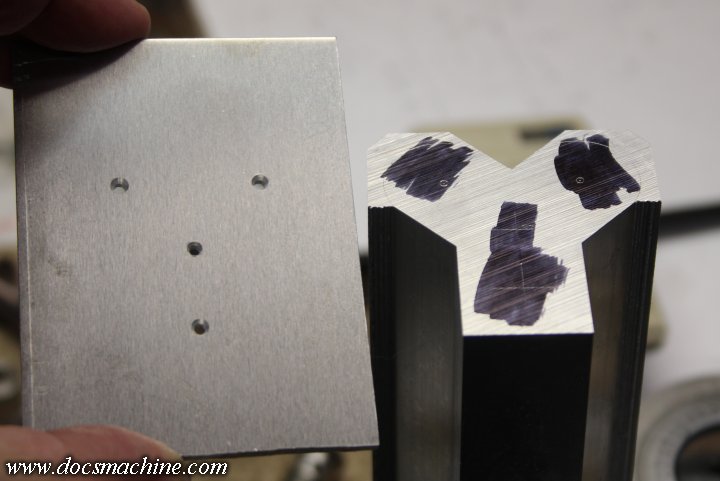
I rechecked all my numbers, and for giggles, scribed it out on a chunk of scrap sheet aluminum.

And, interestingly enough, my "from scratch" numbers wound up exactly what my old numbers were.
I reduced those numbers to a set of coordinates for the drilling, and used that to whip up a quick test template. And that, compared to the blanks, was pretty much spot-on.
Now, the hot trick for the drilling, since I don't have a horizontal boring mill, is this little setup I put together years ago. It's just an angle plate that holds one of my 4" machine vises on its side.

With a little adjusting, the "bottom" and fixed jaw are indicated to a very small fraction of a thou to square and true, and then I could cycle all the blanks through and mill the ends flat and square.

Thus begins the laborious task of drilling all of these. First, one needs to center drill, then pilot drill, and start running my collection of extra-long "aircraft" drills through.

This usually isn't a problem, just in this case, I have a small pile of bodies to do, and two of them are an inch longer than usual, for a purpose that will become apparent when that particular build gets to the assembly table.
It's gonna take me a few days to chew through all of these, and I had to order another drill bit to get the long ones done, but you won't be missing anything- it's just more of the same.

And even though I can't 'complete' the drilling just yet, I went ahead and drilled and tapped for the front-block bolt.

That positively identifies the "front" end of each blank, so I can drill, bore and thread as needed from there.
Doc.Last edited by DocsMachine; 02-06-2022, 04:37 PM.Leave a comment:
- Welcome to MCB! If this is your first visit, be sure to check out the FAQ by clicking the link above. You may have to register before you can post: click the register link above to proceed. To start viewing messages, select the forum that you want to visit from the selection below.
instagram takipci satin al - instagram takipci satin al mobil odeme - takipci satin al
bahis siteleri - deneme bonusu - casino siteleri
bahis siteleri - kacak bahis - canli bahis
goldenbahis - makrobet - cepbahis
cratosslot - cratosslot giris - cratosslot
Leave a comment: